Станок гидроабразивной резки с ЧПУ предназначен для раскроя листового материала, обработки труб и других видов деталей из различных материалов. Обработка производиться как струей чистой воды таких материалов как пластик, резина, изоляционные материалы, так и струёй с абразивом для обработки высоколегированной стали, титана, сплавов меди и алюминия, бронированного и акрилового стекла, камня.
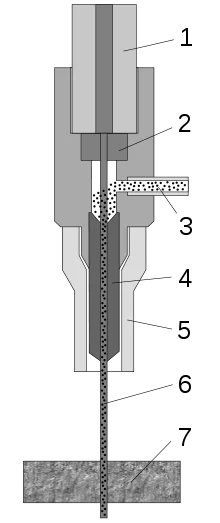 |
Схема режущей головы: 1. Подвод воды под высоким давлением, 2. Сопло, 3. Подача абразива, 4. Фокусирующая трубка (смеситель), 5. Кожух, 6. Режущая струя, 7. Разрезаемый материал. |
СЛОВАРЬ ТЕРМИНОВ ГИДРОАБРАЗИВНОЙ РЕЗКИ.
Расширьте свои знания о технологии гидроабразивной резки с помощью нашего словаря.
ЗЕРНИСТОСТЬ АБРАЗИВА
 |
Значения зернистости не соответствуют точному размеру частиц, а означают то или иное распределение частиц различного размера. Абразив с зернистостью 80 будет включать какое-то количество более крупных и более мелких частиц, чем те, что точно соответствуют ситу с ячейками размером 80. Зернистость обычно определяется в результате прохождения абразива через ряд сит, размер ячеек которых уменьшается сверху вниз. При обработке материалов системами абразивной гидроабразивной резки обычно используются абразивы с зернистостью от 220 до 50, чаще всего- 80 и 120. Чем больше значение зернистости (номер сита), тем мельче частицы. |
НАСОС-МУЛЬТИПЛИКАТОР
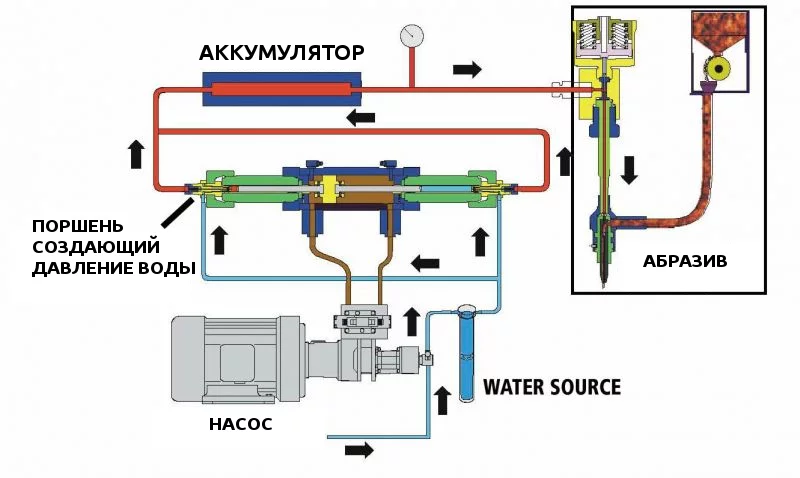 |
Насос-мультипликатор изначально использовался для гидроабразивной резки и является наиболее распространенной технологией. Насосы-мультипликаторы создают давление воды, используя принцип умножения давления. Принцип умножения давления или соотношения реализуется за счет разницы площади сечения поршня и плунжера, позволяющей повышать давление. Гидравлическое масло под низким давлением действует на поршень, площадь сечения которого в 20 раз больше, чем площадь сечения плунжера, который создает давление воды. Следовательно, давление увеличивается (умножается) в двадцать раз. Например, в случае соотношения площади поперечного сечения поршня и плунжера 20:1 давление масла 207 бар обеспечивает давление воды 4100 бар. |
ОБРАТНЫЙ КЛАПАН
 |
Обратные клапаны применяются в насосах систем гидроабразивной резки. Они обеспечивают прохождение среды, в данном случае воды, только в одном направлении. Например, вода под небольшим давлением поступает по обычному шлангу низкого давления в насос для создания давления. После создания давления обратный клапан низкого давления не позволяет воде проходить обратно, так как это сразу приведет к разрыву шланга низкого давления. Вместо этого открывается другой обратный клапан, позволяющий воде под большим давлением безопасно поступать по стальным патрубкам высокого давления к режущей головке. |
РЕЖУЩАЯ ГОЛОВКА
 |
Режущая головка гидроабразивной резки преобразует давление воды в скорость при прохождении через сопло из драгоценного камня. В случае резки с помощью гидроабразивной резки с абразивом режущая головка также имеет смесительную камеру и трубку. Иногда говорят о наличии на режущей головке запорного клапана. Этот клапан находится перед соплом и позволяет оператору открывать или перекрывать поток воды. |
СКОРОСТЬ ПОТОКА
При гидроабразивной резке повышение давления повышает скорость струи воды с абразивом. При выходе потока из сопла все зависит от скорости. После прохождения водой сопла в потоке не остается давления. В случае абразивной гидроабразивной резки по мере повышении скорости потока ускоряется процесс резки. Чем меньше диаметр струи, тем меньше требуется абразивного материала.
ФОКУСИРУЮЩАЯ ТРУБКА (СМЕСИТЕЛЬНАЯ ТРУБКА)
 |
Используемая в гидроабразивной резке смесительная трубка является конечным элементом режущей головки. Наиболее часто используются смесительные трубки с внутренним диаметром 1,016 мм и длиной 101,60 мм. С такими трубками обычно используется абразив зернистостью 80. При обычной резке смесительная трубка из высококачественного материала (композитный карбид с очень малым количеством вяжущего вещества для обеспечения максимальной стойкости износу) изнашивается со скоростью увеличения диаметра примерно на 0,025 мм за 6 — 8 часов работы, при этом износ происходит концентрически. |
ВОДЯНОЕ СОПЛО
 |
Для создания потока, давление воды необходимо преобразовать в скорость. Это преобразование происходит при прохождении воды через мельчайшее сопло из драгоценного камня. Отверстие в сапфире, рубине или алмазе имеет диаметр от 0,08 до 0,51 мм (обычно 0,36 мм). Чем больше диаметр сопла, тем больше воды и энергии требуется для поддержания давления. |
Диаметр сопла не определяет максимальное давление воды — максимальное давление определяется только мощностью и конструкцией насоса. Чтобы обеспечить целостность потока, верхняя поверхность сопла имеет очень острую кромку. Неровная или скругленная кромка будет создавать неровную, турбулентную струю, которая может иметь угловую траекторию, что недопустимо. Сопло может разрываться струей воды по двум основным причинам. Первая — на соме может откладываться кальций, который скалывается и приводит к выходу сопла из строя. Вторая — кромка сопла может стать скругленной или расколоться под действием частиц. Сопло либо находится в хорошем состоянии, либо выходит из строя. Постепенный износ встречается редко. Сопла из сапфира и рубина служат 40 — 200 часов, в зависимости от качества воды и давления. Алмазные сопла примерно в 8-10 раз дороже рубинов или сапфиров, но их срок службы тоже в 8-10 раз больше.
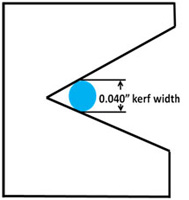
ШИРИНА РЕЗА
Ширина реза — это ширина разреза, паза или выемки, полученной в результате резки. В случае гидроабразивной резки с абразивом на значение ширины реза непосредственно влияет диаметр смесительной трубки. Ширина реза примерно на 10-20% больше диаметра смесительной трубки.
Таким образом в случае смесительной трубки диаметром 0,76 мм ширина реза будет составлять 0,84 мм. Конечно, по мере увеличения диаметра трубки ширина реза увеличивается. За 8 часов прохождения струи диаметр трубки увеличивается примерно на 0.25 мм. Малая ширина реза гидроабразивной резки является ключевым показателем, позволяющим изготавливать сложные детали. Для гидроабразивной резки без абразива ширина реза составляет от 0,076 до 0,381 мм, а для гидроабразивной резки ширина реза составляет м 0,381 до 1,778 мм (обычно 1,016 мм).
Факторы, влияющие на качество гидроабразивной резки
Влияние скорости на угол пропила
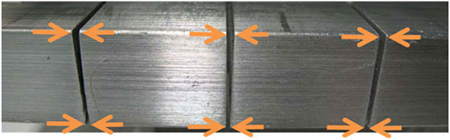
Рис. 1 — 3/4″ (20 мм) алюминий на 2 различных скоростях резки
Угол пропила — это разница между шириной реза в верхней и нижней части детали. По повышении скорости резки отношение ширины пропила в верхней части к ширине пропила в нижней части заметно увеличивается. На рисунке выше резка велась на скоростях 660 мм/мин, 335 мм/мин, 246 мм/мин (слева направо). Все другие параметры были постоянны (давление 4134 бар, расстояние между режущей головкой и материалом 1,5 мм, расход абразива 600 гр/мин). В верхней части ширина реза одинакова и равна 1,12 мм. Разница между шириной пропила в верхней и нижней частях 0,43 мм, 0,33 мм, 0,28 мм (слева направо). Приведенный эксперимент свидетельствует о том, что при снижении скорости уменьшается и конусность пропила.
 |
На рисунке слева (рис.3) показан еще один разрез, выполненный на очень низкой скорости 25,4 мм/мин. Видно, что пропил расширяется к низу, внизу его ширина на 0,36 мм больше, чем в верху. |
Перемещение гидроабразивной струи и качество резки
Увеличение скорости резки приводит к увеличению глубины следа гидроабразивной струи на кромке реза. На рисунке ниже приведены фотографии кромки реза в зависимости от скорости реза. Современные контроллеры позволяют пользователю настраивать качество резки в зависимости от требований. Высокоточные отверстия с гладкой кромкой могут быть вырезаны на небольших скоростях. Высокие скорости используются там, где качество кромке не так важно.

Рис 3 — Увеличение следа от гидроабразивной струи при увеличении скорости
Эффект при изменении расстояния между материалом и режущей головкой
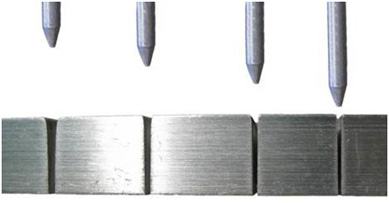
Рис. 4 — 3/4″ алюминий при резке с различным расстоянием до режущей головки, скорость одинаковая
Чтобы обеспечить наилучшее качество резки, расстояние между режущей головкой и обрабатываемой деталью должно быть одинаковым. Считается, что 1-1,5 мм — оптимальная дистанция до материала. Когда расстояние превышает 1,5 мм, появляется заметная конусность и увеличивается угол пропила. Происходит это из-за того, что струя воды проходя через воздух теряет когерентность. Если расстояние между материалом и головкой увеличится на 1,4, то скорость резки должна быть снижена на 20%, чтобы добиться приемлемых результатов качества кромки. Устройство автоматического регулирования дистанции — самый надежный и точный способ соблюдения оптимального расстояния. На рис. 7 показано, что если дистанция будет слишком большой, то струя не будет иметь достаточно энергии, чтобы разделить материал.

Рис. 5 — Увеличение высоты до точки, когда мощности струи не будет хватать для резки
Влияние скорости на внутренних углах
Гидроабразивная резка имеет свои особенности, связанные с тем, что в качестве режущего инструмента используется нежесткая струя. Так, при резке внутренних углов на нижней части детали возможно возникновение дефектов. Их появление объясняется тем, что в случае резки на больших скоростях при достижении струей угла и изменении ее направления струя внизу детали несколько опережает струю в верхней части. Исключить такие деформации можно путем уменьшения скорости резки при приближении к углу с последующим постепенным ускорением. Современные системы гидроабразивной резки позволяют производить подобные операции в автоматическом режиме.

Рис. 6 – Слишком большая скорость резки в углу
 |
Гидроабразивная струя – круглый инструмент с диаметром в пределах 0,76-1,02 мм, что говорит о том, что с ее помощью невозможно создать идеально квадратный угол. Программное обеспечение CAM читает геометрию чертежа и, как правило, предлагает пользователю автоматически исправить прямые углы на закругления малых радиусов. Такой подход позволит избежать повреждений и значительно сократить время обработки. Для очень острых углов результат может сильно отличаться от чертежа, этот факт необходимо учитывать при проектировании деталей. |
Типы ввода и вывода
Пробой материала и дальнейшая резка по требуемой траектории – стандартные операции гидроабразивной резки. В конце резки при останове струи могут оставаться некоторые следы на нижней поверхности детали.
Различные способы ввода и вывода могут быть опробованы на различных материалах и толщинах. На рис. 8 изображены несколько примеров типов ввода/вывода.
- 1 тип (прямая линия ввода т с очень короткой прямой линией вывода) для любых острых углов.
- 2 тип (ввод по дуге с короткой дугой вывода) хорошо подходит для тонких и мягких материалов.
- 3 тип (прямая линия ввода без вывода) дает хорошие результаты для твердых материалов большой толщины.
- 4 тип (прямая линия ввода с короткой дугой вывода). Программное обеспечение CAM должно быть достаточно гибким, чтобы комбинировать различные типы ввода и вывода по желанию пользователя.
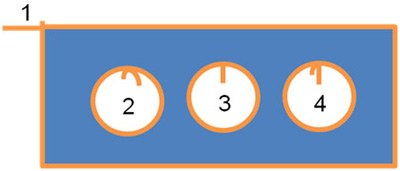
Рис. 8 – Различные типы ввода/вывода
Уменьшение видимых ошибок ввода/вывода
В конце резки небольшие следы могут появиться на нижней части детали в области ввода/вывода. Происходит это из-за эффекта отставания струи в нижней части, о котором говорилось выше. Современные системы управления позволяют уменьшать скорость в конце разреза, что исключает появление следов от струи на нижней поверхности детали в точке вывода.
Рис. 9 демонстрирует пример глубокого следа на детали из-за слишком большой скорости в конце резки и пример отсутствия следов при оптимальной скорости.
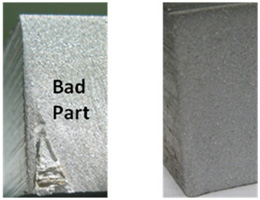
Рис. 9 – Слева детали с дефектами, справа – деталь с минимальным следом от струи.
Точность гидроабразивной резки
Фокусирующие трубки изготавливают из твердых материалов. Тем не менее, они подвержены износу, что необходимо учитывать при расчете себестоимости резки. Отверстие фокусирующей трубки в среднем увеличивается на 0,02 мм каждый час. Таким образом, срок службы фокусирующей трубки составляет около 120 ч.
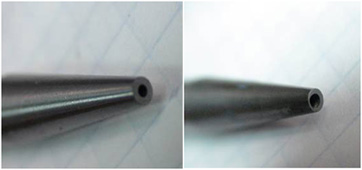
Рис. 10 – Новая и несимметрично изношенная фокусирующая трубка
Если износ фокусирующей трубки не симметричный, гидроабразивная струя уже не будет круглой. Это приведет к смещению струи в одном направлении, а, значит, к менее точной резке.
Таким образом, срок службы фокусирующей трубки определяется требованиями по точности. Как правило, те трубки, которые еще можно использовать, откладывают для других работ, не требующих высокой точности.
ПОЛЕЗНЫЕ СОВЕТЫ ПО ОБСЛУЖИВАНИЮ И УХОДУ ЗА СТАНКОМ:
- В случае необходимости замены каких-либо частей или деталей установок гидроабразивной резки следует приобретать только детали надежных проверенных производителей. Проверенные и качественные детали Вы можете заказать у ГК «Элемент».
- Рекомендуется периодически производить резервное копирование данных системы ЧПУ, чтобы в случае необходимости была возможность их полного восстановления.
- В ситуации, когда оператор самостоятельно не может выявить причину возникшего при эксплуатации сбоя, следует связаться со специалистами компании, поставившей станок, или с производителем.
- О необходимости технического осмотра клапана говорит достаточно сильное его нагревание, т.к. повышение температуры свидетельствует о невысоком уплотнении клапана.
- В целях предотвращения утечки при соединении стальных труб винтовую резьбу на них следует сделать на три нарезки выше прокладки.
- Когда не представляется возможным определить неисправность, можно сделать следующее: выполнить демонтаж цилиндра ВД и той части, в которой находится вода; открыть масляный насос; определить локализацию повреждения, пронаблюдав за масляным цилиндром.
- Для определения нормальной работы перепускного клапана необходимо после нормального запуска нажать и удерживать кнопку «Пуск». Произойдет остановка устройства, но при этом будет достигнуто максимальное давление. Если датчик давления масла покажет реально достигнутое во время эксплуатации давление, то перепускной клапан работает нормально.
- После технического обслуживания нагнетателя при первом его включении рекомендуется медленно поднимать давление до рабочего уровня в целях защиты оборудования.
- При установке следует смазать уплотнительные кольца в нагнетателе.
- Рекомендуется смазывать все соединения.
- Чтобы не повредить сопло при его установке, запрещается сильно затягивать винт.
- С периодичностью в 2-3 дня рекомендуется слегка ослаблять соединения в цилиндрах ВД и НД во избежание их застревания.
- Появление ошибки «ID=20» в ПО NEWCAM говорит об ошибке программы, для исправления которой требуется переустановка.
- Перед каждым запуском оборудования следует проверять все части и детали станка, связанные с электричеством и водой.
- Запрещено эксплуатировать оборудование при температуре окружающей среды от 0°С и ниже, т.к. в этом случае есть угроза замерзания отдельных частей и узлов машины.
- Эталонным расстоянием между обрабатываемым материалом и режущей головкой считается дистанция 3-5 мм.
- При срабатывании любого сигнального устройства происходит автоматическое запирание резервуара с высоким давлением.
- Если была найдена бракованная деталь, следует сообщить ее заводской номер, продолжительность использования и указать признаки неисправности.
- Уменьшение давления на нагнетателе способно заметно продлить срок службы уплотнительных колец.
- Срок службы оборудования и эффективность резки можно повысить путем постоянного контроля за давлением.
- Уменьшать давление рекомендуется при резке хрупких материалов, например, стекла.
- В случае частого использования USB-интерфейса ЧПУ рекомендуется использовать дополнительный USB-кабель, чтобы избежать повреждения самого интерфейса.
- Чтобы не допустить вспучивание при резке тонких материалов, рекомендуется использовать специальный сотовый настил, который Вы можете приобрести, обратившись в нашу компанию.
Купить гидроабразивный станок или запчасти Вы можете на нашем сайте, оставьте заявку и наши технические специалисты свяжутся с Вами в ближайшее время.