Обновлено: 10.11.2025
Зачем металлу нужна лазерная очистка
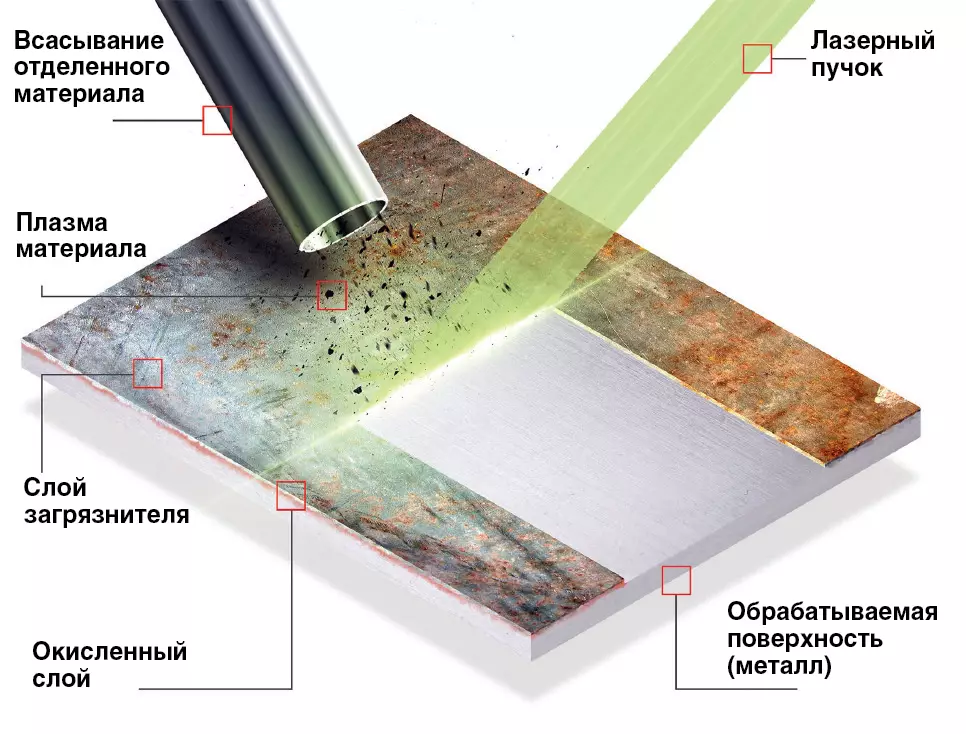
Перед сваркой, покраской или нанесением покрытия поверхность металла должна быть чистой. От этого зависит прочность шва, адгезия краски и срок службы детали. Остатки ржавчины, масла или старого покрытия вызывают отслаивание и ускоряют коррозию. Раньше для очистки использовали пескоструй и химию, но они создают пыль, требуют расходников и повреждают металл. Лазерная очистка решает эти проблемы: удаляет загрязнение точно, без механического контакта и перегрева.
Качество очистки напрямую влияет на результат. Лазер удаляет оксиды, выравнивает микронеровности и снимает остаточные напряжения, повышая адгезию краски, клея и покрытий. Поверхность приобретает оптимальный микрорельеф, что снижает износ и стабилизирует коэффициент трения. В результате улучшаются механические, коррозионные и физико-химические свойства металла: он дольше служит и лучше переносит нагрузку.
Необходимо отметить, что очистка поверхности заключается не только в удалении органических и неорганических загрязнений с поверхности и нанесенных ранее покрытий, потерявших свои служебные свойства в процессе эксплуатации, но и, в более широком смысле, в решении вопросов технологической и эксплуатационной наследственности поверхностного слоя, которая может сопровождаться сопутствующими эффектами, а именно:
- Улучшением трибологических свойств поверхности (R-Profil, W-Profil, P- Profil поверхности, стабилизации коэффициента трения и т.д.).
- Активацией поверхности.
- Перераспределением остаточных поверхностных напряжений.
- И в результате всего вышеперечисленного, изменением механических, коррозионных, физико химических и др. свойств поверхности.
Как выбрать лазерный очиститель
Один и тот же лазер не подходит и для реставрации, и для очистки корпусов судов. Чтобы оборудование работало стабильно и не повреждало материал, при выборе учитывают тип излучателя, систему охлаждения, мощность, форм-фактор, режим работы и систему управления. Каждый параметр влияет на результат: мощность — на производительность, тип излучателя — на качество обработки, охлаждение — на срок службы. Ниже разберем, как подобрать параметры под конкретные задачи.
Тип лазерного излучателя: импульсный или непрерывный
Лазерные очистители делятся на два основных типа: импульсные и непрерывные. Оба удаляют загрязнения с поверхности, но работают по разным принципам и решают разные задачи.
Импульсный лазер. Он излучает короткие вспышки света с высокой пиковой мощностью. Каждая вспышка длится несколько наносекунд — за это время загрязнение испаряется, а металл остается холодным. При плотности мощности около 3 ГВт/см² и диаметре пятна 0,2–0,5 мм глубина прогрева металла не превышает 0,0001 см. Энергии достаточно, чтобы удалить ржавчину, краску или оксид без расплавления подложки. Этот процесс называется абляцией и обеспечивает точное, деликатное воздействие.
Импульсные системы используют там, где важно сохранить структуру материала. Они подходят для обработки пресс-форм, штампов, деталей из нержавеющей стали и алюминия, реставрации архитектурных элементов и электроники. Импульсный лазер не деформирует поверхность, не изменяет её цвет и не требует дополнительной шлифовки. Он обеспечивает высокое качество очистки, но работает медленнее и стоит дороже, чем системы непрерывного действия.
 |
 |
 |
Непрерывный лазер. Он, напротив, излучает постоянный поток энергии. Такой режим позволяет быстро очищать большие площади и удалять плотные слои ржавчины, краски или нефтяных отложений. Излучение непрерывного лазера прогревает поверхность сильнее, чем импульсный, поэтому при очистке возможен тонкий слой расплава. Это допустимо для грубых и прочных поверхностей — например, при работе со стальными листами, трубами, задвижками и сварными швами.
Такие установки применяются в судостроении, тяжёлом машиностроении и ремонте промышленного оборудования. Они проще в обслуживании, быстрее обрабатывают поверхность и стоят дешевле, чем импульсные. Однако непрерывное излучение может незначительно менять структуру материала, поэтому для тонких и ответственных деталей их не используют.
Если сравнивать оба типа, импульсный лазер обеспечивает максимальную точность и отсутствие теплового влияния, а непрерывный — высокую производительность и скорость работы. Выбор зависит от приоритетов: когда нужно сохранить поверхность без изменений, выбирают импульсный лазер; когда важна скорость и объём — непрерывный. На производстве оба типа часто дополняют друг друга: импульсный используют для финишной зачистки, непрерывный — для предварительной обработки.
Система охлаждения: воздушная и водяная
При работе лазер нагревает излучатель и оптику, поэтому важно эффективно отводить тепло. Без охлаждения падает мощность и сокращается срок службы оборудования.
Используются два типа систем:
- Воздушное охлаждение применяют в компактных установках мощностью до 500 Вт. Оно простое, не требует обслуживания и подходит для мобильных задач. Но при длительной непрерывной работе его эффективность снижается.
- Водяное охлаждение (чиллер) используют в системах от 1000 Вт и выше. Замкнутый контур с охлаждающей жидкостью стабилизирует температуру излучателя и оптики, обеспечивая стабильное качество при высокой нагрузке. Чиллер требует обслуживания и использования дистиллированной воды.
Выбор системы зависит от режима эксплуатации: для периодических работ достаточно воздушного охлаждения, для круглосуточной — водяного.
Мощность и производительность
Мощность определяет скорость и глубину очистки. От неё зависит, насколько быстро удаляется загрязнение и насколько аккуратно проходит обработка. При выборе важно учитывать материал, толщину слоя и требуемое качество поверхности.
- 50–200 Вт — для деликатных работ и реставрации. Лазер не нагревает материал и не изменяет структуру поверхности. Используется для ювелирных изделий, пресс-форм, штампов, памятников и тонких металлических деталей. Производительность — до 15 м²/ч.
- 500–1000 Вт — оптимальный диапазон для промышленности. Обеспечивает баланс между скоростью и точностью. Подходит для очистки ржавчины, оксидов и краски с металлоконструкций, корпусов и труб. Производительность — 30–60 м²/ч.
- 1500–3000 Вт — для крупногабаритных деталей и конвейерных линий. Высокая интенсивность излучения позволяет быстро удалять плотные загрязнения и многослойную ржавчину. Такие установки применяются в судостроении и тяжёлом машиностроении. Производительность — до 100 м²/ч.
Чрезмерная мощность не улучшает результат, но повышает нагрузку на систему охлаждения и энергопотребление. Поэтому мощность подбирают под задачу, а не по принципу «чем больше, тем лучше».
Форм-фактор и мобильность
Форм-фактор определяет конструкцию лазерного очистителя и область его применения. От него зависит, насколько удобно работать, перемещать установку и интегрировать её в процесс.
- Портативные системы весят до 30 кг и работают от сети 220 В. Их используют для сервисных задач — очистки сварных швов, труб, фасадов и оборудования на месте. Компактность и быстрый запуск делают их удобными для выездных работ, но мощность ограничена (до 1000 Вт).
- Стационарные установки рассчитаны на постоянную загрузку. Они оснащаются мощным источником излучения и водяным охлаждением, применяются для обработки крупных деталей и подготовки металла к сварке или покраске.
- Роботизированные комплексы интегрируются в производственные линии и работают без участия оператора. Такой вариант выбирают при серийном производстве, где важны скорость и повторяемость.
Тип форм-фактора подбирают по задачам: мобильный — для выезда, стационарный — для цеха, роботизированный — для автоматизации.
Режим эксплуатации и интенсивность использования
Режим эксплуатации определяет нагрузку на оборудование и требования к его надёжности. Один и тот же лазер может быть эффективен в цеху, но избыточен для сервисных задач, если не учитывать частоту работы.
Выделяют три режима:
- Эпизодический — несколько запусков в день или неделю. Подходят установки до 1000 Вт с воздушным охлаждением. Они быстро включаются и не требуют обслуживания.
- Сменный — работа 6–8 часов в день. Оптимальны системы с водяным охлаждением и ресурсом источника не менее 50 000 часов. Такой вариант подходит для цехов и ремонтных участков.
- Круглосуточный — постоянная загрузка на производстве. Требуется промышленный чиллер, автоматический контроль температуры и мощность свыше 1500 Вт.
Интенсивная работа повышает требования к обслуживанию: фильтры и оптика нуждаются в регулярной очистке, а охлаждающая жидкость — в замене по графику. При редком использовании важно следить, чтобы в контуре не появлялась влага и накипь.
С какими типами загрязнений справляется лазерная очистка металла?
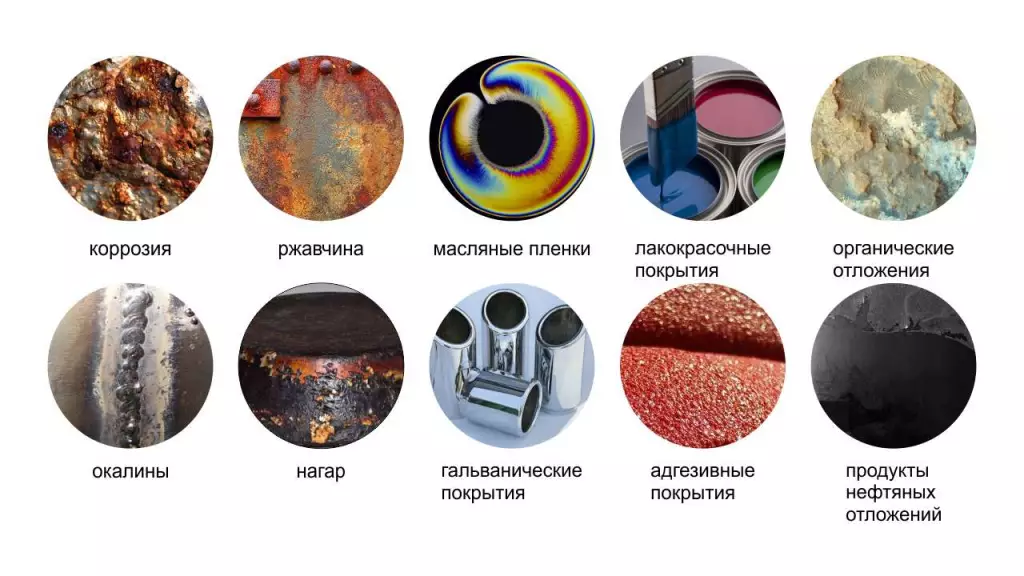
Примеры лазерной очистки.
Очистка от масленой пленки:
|
|
|
Очистка стальной полосы от масляной пленки (слева–очищенная часть). Использован волоконный лазер со следующими параметрами : мощность 50Вт, частота импульсов 100 кГц, диаметр луча в зоне обработки 0,1 мм. Производительность 100 м2/ч. |

Очистка труб:
 |
| Атомная энергетика, нефтегазовый комплекс, жилищно-коммунальное хозяйство применяют трубы для доставки энергоносителей к потребителю. Долговечность и экологическая безопасность требуют защиты внешних и внутренних поверхностей труб от коррозии. Лазер хорошо справляется с очисткой труб. |
Очистка крупных сооружений и сварных конструкций:
 |
| В строительстве применяется огромное количество крупногабаритных сварных конструкций: например фермы мостов. Для их производства применяется листовой прокат толщиной 5 — 20мм. При сборке ферм мостов в «полевых» условиях необходимо очистить от ржавчины стыки блоков пролетных строений под фрикционные соединения. Сейчас применяется технология пескоструйной очистки. Процесс экологически грязный, энергозатратный, требует дополнительных мероприятий по защите, а также очистке расположенных рядом металлоконструкций и территорий. |
Лазерная очистка поверхности лопаток турбин:
 |
|
Очистка поверхности лопаток производится с применением жидких химических реагентов. Соответственно, после проведения очистки требуется провести работы по сборке и балансировке ротора турбины. Лазерная очистка поверхности пера лопатки с такой задачей справляется достаточно высокопроизводительно и к тому же иногда придает дополнительные свойства очищенному сплаву за счет специфической модификации поверхностного слоя. Применение мобильных лазерных установок для выполнения очистки лопаток турбин делает возможным производить очистку без демонтажа лопаток. Это существенно сокращает время выполнения регламентных работ и, соответственно, позволяет экономить средства за счет уменьшения времени простоя дорогостоящего оборудования. |
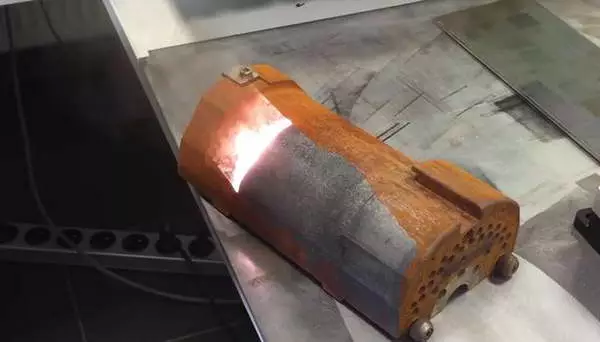
Очистка деталей запорно-регулировочной арматуры:
 |
|
Присутствие в газе твердых частиц приводит к абразивному износу дорогостоящей запорной арматуры. На поверхности шаровых кранов появляются задиры и царапины, нарушающие защитные свойства гальванических покрытий. При их ремонте требуется удалить с поверхности шара нарушенное электрохимическое покрытие перед его восстановлением. Осуществляется этот процесс в электролитической ванне путем электрохимического травления. В этом случае неизбежно происходит травление материала шара, приводящее к изменению геометрических размеров всего изделия, что недопустимо. Применение в данном случае технологии лазерной очистки позволяет селективно удалять старое покрытие с поверхности шара с сохранением его геометрических размеров. |
Лазерная очистка поверхности резьбы:
 |
|
После нарезания резьбы на поверхности остаются остатки СОЖ, органические и неорганические загрязнения, которые препятствуют получению высокого значения адгезии наносимого нанокомпозитного полимерного покрытия. Лазерная очистка резьб труб от органических и неорганических загрязнений позволяет получить энергетически активированную поверхность, близкую к ювенильной, что увеличивает адгезию наносимого нанокомпозитного полимерного покрытия с поверхностью резьбы. |
Очистка фасадов, памятников и объектов культурного наследия:
 |
 |
Перед реставраторами стоит главная задача — сохранить культурное наследие для будущих поколений. Современные лазерные технологии конкурируют традиционными технологиями в промышленной области за счет высокой производительности, отсутствия абразивного износа, энергосбережения и сохранения экологии. В европейских странах лазерные технологии широко применяется для очистки фасадов и внутренних интерьеров исторических сооружений. Конструкции из мрамора, гранита, гипса, чугуна и других строительных материалов очищаются с хорошим качеством без изменения структуры материала.
Варианты комплектации станка лазерной очистки металла.
В зависимости от задач и объемов работы производители предлагают мобильные установки (в виде ранца) и более мощные стационарные с возможностью перемещения на производстве.
|
|
 |

Многофункциональные установки: очистка, сварка, резка
Многофункциональные лазерные системы совмещают несколько операций: очистку, сварку и резку. Все процессы выполняются одним источником излучения с разными оптическими насадками. Это позволяет использовать оборудование универсально, без переналадки и замены установки.
Такой формат удобен для предприятий, где требуется быстрая смена задач: например, раскрой, сварка деталей и последующая финишная очистка. Универсальный источник снижает затраты на оборудование и обслуживание, а единая система охлаждения обеспечивает стабильную работу при разных режимах мощности.
Преимущества и недостатки лазерных очистителей «3 в 1»
Установки «3 в 1» совмещают очистку, сварку и резку. Это удобно: одна система решает несколько задач, экономит место и бюджет. Но универсальность достигается за счет компромиссов.
В аппаратах лазерной очистки используется один непрерывный источник, работающий во всех режимах — от высоких нагрузок при сварке до низких при очистке. Из-за разных требований к излучению быстро изнашиваются источник и система охлаждения, падает стабильность и качество обработки.
Пистолет также не рассчитан на очистку: он тяжёлый, без продувки и защиты оптики, дает неравномерное пятно. В результате поверхность нагревается, линзы быстрее загрязняются, а ресурс снижается.
Кроме того, большинство систем «3 в 1» собираются из недорогих компонентов и не имеют сервисной поддержки. Даже если используется брендовый источник, часто ставятся упрощённые серии с меньшей мощностью и стабильностью.
Подборка наших лазерных очистителей
Ниже — проверенные решения для очистки металлов: от мобильных моделей до промышленных систем. Все установки собраны на надежных источниках SENZED, IPG, Raycus и оснащены промышленными системами охлаждения.
Лазеры прямого (непрерывного) действия
Senzed 1000 W. Универсальная установка для удаления ржавчины, краски и оксидов. Подходит для металлоконструкций, труб и станочного оборудования. Преимущества: высокая скорость обработки (до 50 м²/ч), стабильное излучение, низкие требования к обслуживанию.
Senzed 1500 W. Мощный промышленный лазер для очистки крупных металлических поверхностей. Преимущества: стабильная работа в режиме 24/7, система водяного охлаждения, точная регулировка мощности.
Senzed 2000 W. Создан для тяжелых условий эксплуатации и толстых слоев загрязнений. Преимущества: высокая производительность, возможность непрерывной работы, равномерное распределение луча.
Senzed 3000 W. Максимальная мощность в линейке: идеален для судостроения и машиностроения. Преимущества: высокая скорость обработки, надёжная система охлаждения, промышленный ресурс.
Импульсные лазеры для деликатной очистки
Senzed 200 W. Компактная установка для точной очистки пресс-форм, штампов и деталей. Преимущества: щадящее воздействие, отсутствие нагрева подложки, подходит для реставрации.
Senzed 300 W. Оптимальное решение для сервисных и производственных задач. Преимущества: стабильное излучение, малое тепловое воздействие, простое управление.
Senfeng SF200HC. Импульсный лазер для очистки металла. Преимущества: высокий ресурс источника, эффективное удаление тонких слоев оксида и краски.
LightClean 1000 W IPG. Профессиональная система на базе источника IPG Photonics. Преимущества: промышленное качество, высокая точность очистки, надежная защита оптики.
Портативное оборудование
Pocket Laser CZ QX100-B. Мобильная система в формате «рюкзака». Преимущества: вес до 10 кг, питание от 220 В, подходит для труднодоступных зон и выездных работ.
MRJ Portable. Компактный лазер для быстрой очистки металлоконструкций и оборудования. Преимущества: простое управление, минимальные требования к обслуживанию, высокая надежность.